научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 04, апрель 2012
УДК 658.512
МГТУ им. Н.Э. Баумана
Актуальность проблемы
Основной задачей любого технологического комплекса (ТК) изготовления деталей является обеспечение потребностей сборки машин. Для этого необходимо, чтобы расчетное (и принятое) количество оборудования ТК определялось с учетом особенностей его эксплуатации в составе комплекса и возникающих непроизводительных затрат времени. В [1] показано, что зависимость расчетного количества оборудования от числа возвратных переналадок существенна.
При определенной программе выпуска число переналадок напрямую связано с размером партий деталей, изготавливаемых между переналадками. Большинство существующих методик определяют размер партий между переналадками в зависимости от стойкости и необходимости смены инструмента или заранее разработанного плана выпуска деталей ([2], [3] и др.).
В данной работе предлагается методика оптимизации определения размера партий деталей между переналадками, целевой функцией которой является минимизация запасов при полном обеспечении потребностей сборки.
В машиностроительном производстве часто возникает противоречие между штучным характером сборки и партионным характером изготовления деталей. Задача обеспечения необходимыми деталями потребностей сборки сводится к вычислению времени изготовления необходимого количества деталей, составляющих N сборочных комплектов, и времени расходования такого же количества N комплектов деталей сборкой. Считая время комплектования на складе несущественным по сравнению со временем изготовления деталей и временем сборки, определяли оптимальное количество комплектов через равенство времен их изготовления и сборки:
|
| (1) |
где ![]() - время изготовления N комплектов деталей;
- время изготовления N комплектов деталей; ![]() – время сборки N изделий (рис. 1).
– время сборки N изделий (рис. 1).
В первом приближении:
|
| (2) |
где ![]() - такт сборки; p – число параллельных сборочных потоков (линий).
- такт сборки; p – число параллельных сборочных потоков (линий).
Изготовление деталей ведут на участках ТК. За каждым из участков закреплено изготовление своей части сборочного комплекта и своя доля объема необходимой обработки каждой из закрепленных деталей. На участке необходимо изготовить детали m наименований с объемами выпуска Zj, j=1,…,m.
Общий объем выпуска для каждой из деталей, при потребности сборки в N комплектов, составит ![]() .
.
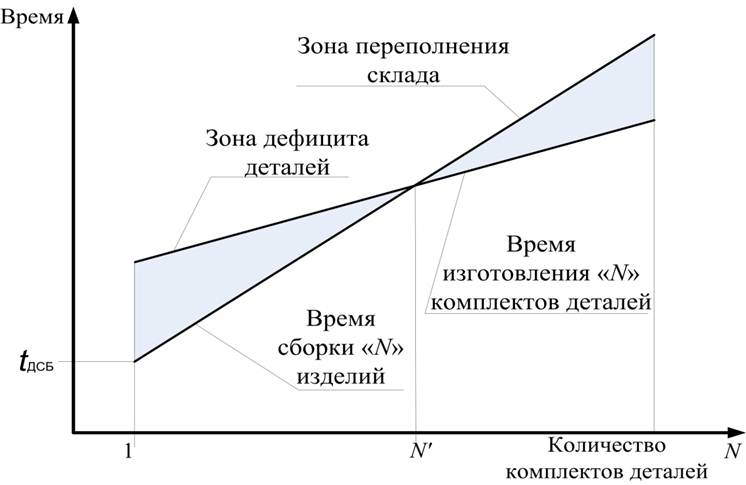
Рис. 1. К определению оптимального количества комплектов деталей (![]() ), изготавливаемых между переналадками
), изготавливаемых между переналадками
Для участков с технологической специализацией, где все детали комплекта запускаются в изготовление параллельно, суммарное время изготовления (![]() ) каждой из деталей комплекта равно:
) каждой из деталей комплекта равно:
|
| (3) |
где ![]() - время цикла изготовления j-ой детали на оборудовании определенной группы и типа;
- время цикла изготовления j-ой детали на оборудовании определенной группы и типа; ![]() - число параллельно работающих станков, на которых изготавливается j-я деталь;
- число параллельно работающих станков, на которых изготавливается j-я деталь; ![]() - коэффициент использования времени межналадочных периодов станка, на котором изготавливают j-ю деталь;
- коэффициент использования времени межналадочных периодов станка, на котором изготавливают j-ю деталь; ![]() - коэффициент пропорциональности между временем наладки на изготовление j-й детали и временем цикла ее изготовления [1].
- коэффициент пропорциональности между временем наладки на изготовление j-й детали и временем цикла ее изготовления [1].
Если все детали комплекта запущены в изготовление параллельно, то суммарное время изготовления комплекта равно наибольшему значению ![]() , определенному по (3). При последовательном изготовлении деталей комплекта
, определенному по (3). При последовательном изготовлении деталей комплекта
|
| (4) |
Предварительные расчеты целесообразно выполнять, выбрав из комплекта деталь-представитель [4], с учетом необходимого числа переналадок (m).
Тогда
|
| (5) |

где индекс «пр» указывает соответствие значений величин в (5) значениям в (3) для детали-представителя.
Приравняв, с учетом (1), значение, полученное из (2) и (5), получим уравнение для определения оптимального количества комплектов (![]() ) деталей, обеспечивающего непрерывность процессов изготовления и сборки последних:
) деталей, обеспечивающего непрерывность процессов изготовления и сборки последних:
|
| (6) |

откуда, после преобразований,
|
| (7) |
В (7) входят величины разной природы:
а) полученные при проектировании технологического процесса изготовления детали-представителя (![]() );
);
б) заданные планом выпуска (![]() ;
;
в) эмпирические, полученные статистическим анализом результатов производственных исследований (![]() );
);
г) управляемые (![]() ,
, ![]() ).
).
При ![]() и
и ![]() выражение (7) преобразуется к виду:
выражение (7) преобразуется к виду:
|
| (8) |

Анализ (8) показывает, что оптимальное количество последовательно изготавливаемых сборочных комплектов с точки зрения минимизации промежуточных запасов зависит от:
· соотношения между количеством деталей разных наименований в сборочном комплекте и общим количеством деталей, составляющих комплект;
· соотношения между тактом сборки и суммарным временем изготовления деталей, входящих в сборочный комплект.
Условием существования (8) будет
|
| (9) |
Так как ![]() , то из (9) можно заключить, что такт сборки должен превышать суммарное время изготовления деталей комплекта.
, то из (9) можно заключить, что такт сборки должен превышать суммарное время изготовления деталей комплекта.
Зная значение ![]() , можно рассчитать оптимальные объемы партий изготовления деталей каждого наименования, входящих в комплект
, можно рассчитать оптимальные объемы партий изготовления деталей каждого наименования, входящих в комплект
|
| (10) |
В общем случае, при ![]() и
и ![]() , проведя аналогичные преобразования, получим
, проведя аналогичные преобразования, получим
|
| (11) |
Для участков с предметной специализацией время изготовления N комплектов будет равно сумме времен прохождения каждой из деталей по всем q операциям. Полагая, что потери на межоперационное пролеживание учитывает коэффициент ηис:
|
| (12) |
где ![]() - время изготовления j-й детали на i-м станке с учетом возможных собственных и организационно-технических простоев,
- время изготовления j-й детали на i-м станке с учетом возможных собственных и организационно-технических простоев, ![]() - время возвратной переналадки i-го станка на изготовление j-й детали.
- время возвратной переналадки i-го станка на изготовление j-й детали.
При этом:
|
| (13) |
где ![]() - время цикла обработки j-й детали на i-м станке;
- время цикла обработки j-й детали на i-м станке; ![]() - число параллельно работающих станков, принятое для изготовления j-й детали на i-м станке.
- число параллельно работающих станков, принятое для изготовления j-й детали на i-м станке.
Время наладки i-го станка на обработку j-й детали может быть вычислено, как:
|
| (14) |
где ![]() – коэффициент пропорциональности между временем наладки и временем изготовления для i-й операции. Считаем, что наладка всех
– коэффициент пропорциональности между временем наладки и временем изготовления для i-й операции. Считаем, что наладка всех ![]() станков происходит параллельно и независимо, поэтому от
станков происходит параллельно и независимо, поэтому от ![]() величина
величина ![]() не зависит. Суммируя, получим:
не зависит. Суммируя, получим:
|
| (15) |

где N – количество комплектов деталей, подаваемых на сборку; m – количество деталей в комплекте; q – количество операций в процессе изготовления детали. Если технологические процессы изготовления деталей спроектированы и пронормированы, все величины, входящие в (15), известны. На более ранних этапах, когда известны только mи ![]() , а также доступны справочные данные по величинам
, а также доступны справочные данные по величинам ![]() и
и ![]() , расчет можно производить по детали-представителю. В этом случае (15) принимает вид:
, расчет можно производить по детали-представителю. В этом случае (15) принимает вид:
|
| (16) |

где ![]() - время изготовления детали-представителя на i-ой операции.
- время изготовления детали-представителя на i-ой операции.
Величина ![]() есть суммарное время циклов обработки детали-представителя по всем операциям на проектируемом участке.
есть суммарное время циклов обработки детали-представителя по всем операциям на проектируемом участке.
Поскольку расчет ![]() является промежуточным для определения
является промежуточным для определения ![]() , то для первой итерации можно полагать все
, то для первой итерации можно полагать все ![]() равными единице. Тогда:
равными единице. Тогда:
|
| (17) |

где ![]() – суммарная станкоемкость изготовления детали представителя на проектируемом участке. Таким образом, уравнение для определения
– суммарная станкоемкость изготовления детали представителя на проектируемом участке. Таким образом, уравнение для определения ![]() будет иметь вид:
будет иметь вид:
|
| (18) |

откуда (опуская преобразования, аналогичные сделанным выше):
|
| (19) |
Выражение (19) полностью идентично по структуре (11), выведенному для участка с технологической специализацией. Условием существования решения будет неравенство:
|
| (20) |
или, в другой форме:
|
| (21 ) |
Так же, как и для участка с технологической специализацией размер партии каждой из m деталей между переналадками будет определяться, как произведение оптимального количества комплектов на количество данных деталей в комплекте
Пример расчета по предложенной методике
Проиллюстрируем описанное численным примером. Пусть в сборочный комплект входят 5 деталей (m=5). Время цикла изготовления детали-представителя ![]() Приведенная программа изготовления детали-представителя
Приведенная программа изготовления детали-представителя ![]() Такт сборки
Такт сборки ![]() Коэффициент использования оборудования
Коэффициент использования оборудования ![]()
Подставив исходные данные в (8), получим:
Объем оптимальной партии деталей, изготавливаемых между переналадками:
![]()
На рис. 2 показана зависимость отношения времени изготовления комплекта деталей (![]() ) ко времени сборки того же комплекта (
) ко времени сборки того же комплекта (![]() ) от количества изготавливаемых и собираемых комплектов (N). Зависимость нелинейна, отношение
) от количества изготавливаемых и собираемых комплектов (N). Зависимость нелинейна, отношение ![]() уменьшается с увеличением количества комплектов, стремясь к пределу, определяемому величиной
уменьшается с увеличением количества комплектов, стремясь к пределу, определяемому величиной
В рассматриваемом примере значение указанной величины равно 0,94.
Зависимость времен изготовления деталей комплекта (![]() ) и их сборки (
) и их сборки (![]() ) от количества комплектов (
) от количества комплектов (![]() ) линейны (рис. 3), их графики имеют точку пересечения, соответствующую оптимальному значению (
) линейны (рис. 3), их графики имеют точку пересечения, соответствующую оптимальному значению (![]() ).
).
Рис. 2 Зависимость отношения времени изготовления комплекта деталей (![]() ) ко времени сборки того же комплекта (
) ко времени сборки того же комплекта (![]() ) от количества изготавливаемых и собираемых комплектов (N)
) от количества изготавливаемых и собираемых комплектов (N)
Рис. 3 Зависимость времен изготовления деталей комплекта (![]() ) и их сборки (
) и их сборки (![]() ) от количества комплектов (N)
) от количества комплектов (N)
Выводы
1. В многономенклатурном производстве возникает противоречие между поштучным характером сборки машин и партионным изготовлением деталей.
2. Обеспечение потребностей сборки увеличением запасов деталей ведет к росту объемов незавершенного производства и неоправданным производственным затратам.
3. Непрерывность механосборочного производства обеспечивается при изготовлении и подаче на сборку деталей сборочными комплектами, количество которых и объемы партий определяются с учетом непроизводительных затрат времени в соответствии с предложенной методикой для технологических комплексов инвариантно их специализации.
Список литературы
1. Волчкевич И.Л Основы выбора состава оборудования проектирумых технологических комплексов из станков с ЧПУ // «Машиностроение и техносфера XXIвека»: Сборник докладов международной научно-технической конференции. Донецк. 2010.
2. Организация и планирование машиностроительного производства (производственный менеджмент): учебник / под ред. Ю.В. Скворцова, Л.А. Некрасова. М.: Высш. шк., 2003. 470 с.
3. Сачко Н.С., Бабук И.М. Организация и планирование машиностроительного производства: курсовое проектирование: учеб. пособие. Минск: УП «Технопринт», 2001. 240 с.
4. Мельников Г.Н., Вороненко В.П. Проектирование механосборочных цехов: учебник для студентов машиностроит. специальностей вузов. М.: Машиностроение, 1990. 352 с.
Публикации с ключевыми словами: сборка, технологический комплекс, многономенклатурное производство, оптимальный размер партии
Публикации со словами: сборка, технологический комплекс, многономенклатурное производство, оптимальный размер партии
Смотри также:
- Методика исследования фактической производительности станков с ЧПУ в условиях многономенклатурного производства
- Моделирование технологических комплексов механосборочного производства
- 77-30569/339658 Метод формирования совокупности допустимых вариантов сборки изделий на основе применения ориентированных гиперграфов
Тематические рубрики:



| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||